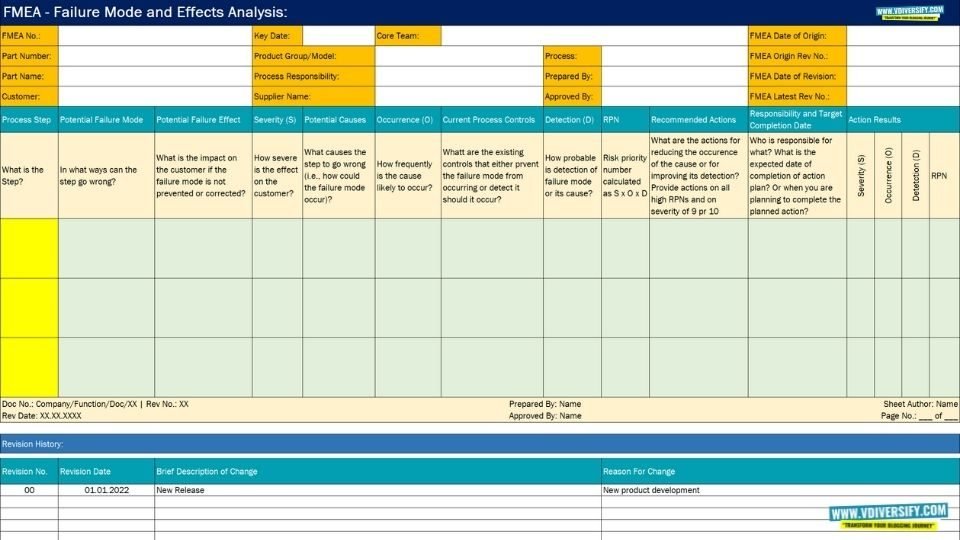
11. Process Requirement:
Enter simple end/output requirement of the process. A process may have more than one process requirement, list them separately.
12. Potential Failure Mode:
The manner in which the process could potentially fail to meet the process requirements (including the design intent). The assumption is that the failure could occur but may not necessarily occur (These are negative of the Process Requirement).
13. Potential Effect(s) of Failure:
It refers to the effects caused by the invalid mode. To describe the consequence according to the founded or experienced condition by the customers. Identify potential effects based on the following criteria:
- Next Operation (NO)
- Subsequent Operation (SO)
- Customer End (CE)
- End User (EU)
Apart from the above the other below criteria can also be used for determining potential effects of failure:
- Downstream Users (DU)
- Ultimate Customer (UC)
- Vehicle Operation (VO)
- Operator Safety (OS)
- Compliance with government regulations (C.Gov)
- Machines / Equipment (M/C.E)
For a Process FMEA, downstream users can include an assembly operation / plant, or a service (dealer) operation.
FMEA revision details should be maintained clearly below the document. It should contain revision no., revision date, revision summary (a brief description of revision change i.e., what is changed in the FMEA), and reason for change.
14. Severity (S):
Severity is the value associated with the most serious effect for a given failure mode. Severity is a relative ranking within the scope of the individual FMEA. The Severity may be internal or external. If the customer affected is internal, concerned section In-charge shall be consulted for severity estimation. The severity shall be estimated on a 1 to 10 scale as per FMEA 4th Edition Manual.
Severity rankings are derived from AIAG’s FMEA 4th edition manual. The severity ranking chart is shown below. While rating severity in FMEA’s only the below table should be referred as it is derived from the AIAG’s 4th Edition FMEA Manual, Chapter IV.
Table A: Suggested PFMEA Severity Evaluation Criteria [Severity (S) Ranking]
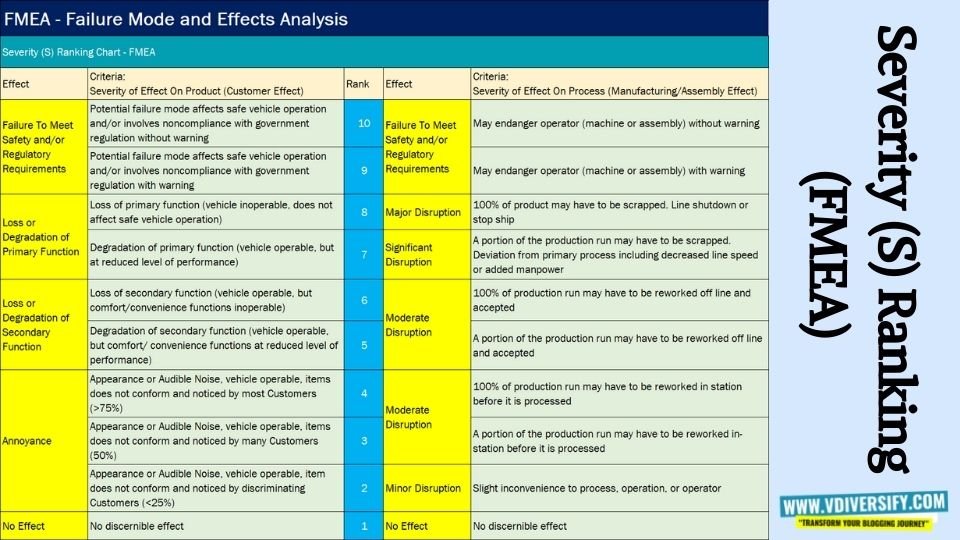
Reference: AIAG’s 4th Edition Manual, Chapter IV. Table Cr1 Suggested PFMEA Severity Evaluation Criteria.
16. Potential Causes:
List to the extent possible, each and every conceivable failure causes assignable to each failure mode. Describe the cause in terms of something that can be corrected or can be controlled.
Assume all inputs are conforming to specification. Ambiguous phrases like operator error, machine malfunction, fixture problem, etc., should be avoided. List out first level causes like Man, Machine, Method, Material, Measurement and Mother Nature (6M’s/4M’s) etc. and write the root causes under each first level causes. Typical examples are low curing time, moisture present in the material, air pressure less, etc.
For failure which have no direct relation to a cause, a cause and effect diagram should be drawn and design of experiments to be considered to determine the effect of root causes.
While generating the causes, the potential failure only should be considered not the effects. Refer the historical quality records, to verify that all causes occurred are listed.
17. Occurrence (O):
Occurrence is how frequently the specific failure cause is projected to occur. The occurrence ranking has a meaning rather than a value. It is the only way to reduce the frequency by design change, process change or controlling cause or mechanism of failure mode.
Estimate the likelihood of the occurrence of a cause on a 1 to 10 scale as per FMEA 4th edition manual. Only occurrence resulting in the failure mode should be considered for ranking. Failure detecting measures should not be considered here. If available from a similar process, statistical data should be used to determine the occurrence ranking. In all other cases, subjective assessment can be made.
If process capability included value such as Cp and Cpk’s are available for the similar processes those can be considered.
Occurrence rankings are derived from AIAG’s FMEA 4th edition manual. The occurrence ranking chart is shown below. While rating occurrence in FMEA’s only the below table should be referred as it is derived from the AIAG’s 4th Edition FMEA Manual, Chapter IV.
Table B: Suggested PFMEA Occurrence Evaluation Criteria [Occurrence (O) Ranking]
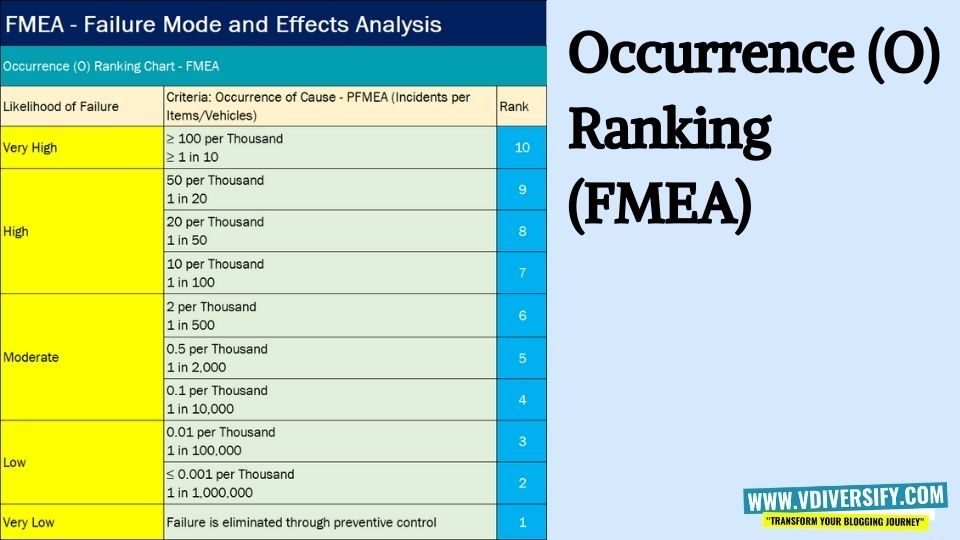
Reference: AIAG’s 4th Edition Manual, Chapter IV. Table Cr2 Suggested PFMEA Occurrence Evaluation Criteria.
18. Current Process Control:
Enter the proposed or current control that detects the failure mode, should it occur, or prevent the failure mode from occurring.
The types of Control are:
Type-1: Prevent the cause or failure from occurring (e.g., Mistake Proofing/fool-proofing, Automation).
Type-2: Detect the cause mechanism and lead to corrective action (e.g., SPC charts, set up approvals).
Type-3: Detect the failure mode (e.g., 100% inspection at stage or during the subsequent operations).
19. Detection (D):
Detection is an assessment of the probability that the proposed type of controls listed under current control column will detect a cause or failure. The initial detection ranking is to be based on Type-2 or 3 controls.
Estimate the detection ranking on a 1 to 10 scale as per FMEA 4th edition manual. The controls such as control charts, 100% inspection, sampling done on statistical basis is a valid detection control and deserves low ranking. The low occurrence does not deserve low detection ranking. Random quality checks are unlikely to detect the existence of an isolated defect. Sampling done on a statistical basis is a valid detection.
For multiple controls where it is difficult to assess, the combined ranking is to be given. Detection rankings are derived from AIAG’s FMEA 4th edition manual. The detection ranking chart is shown below. While rating detection in FMEA’s only the below table should be referred as it is derived from the AIAG’s 4th Edition FMEA Manual, Chapter IV.
Table C: Suggested PFMEA Detection Evaluation Criteria [Detection (D) Ranking]
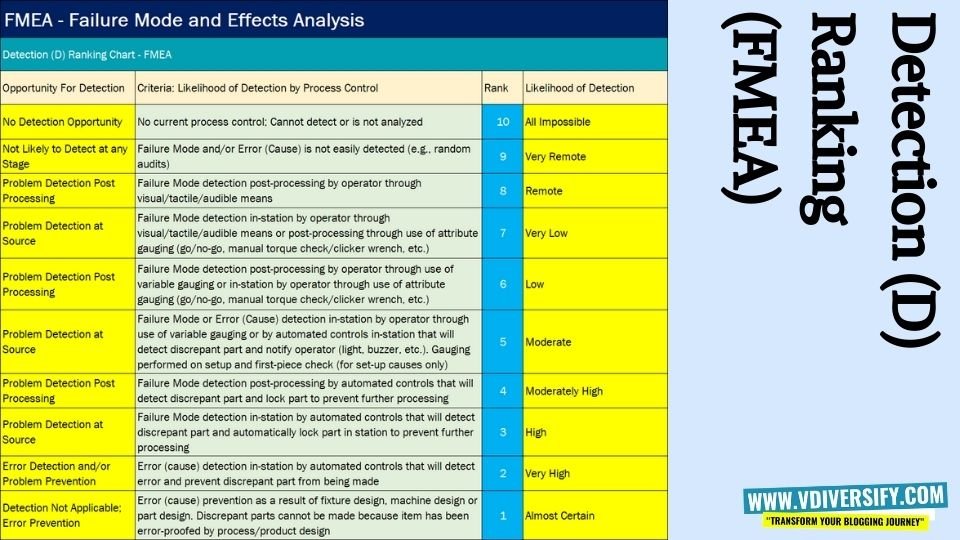
Reference: AIAG’s 4th Edition Manual, Chapter IV. Table Cr3 Suggested PFMEA Detection Evaluation Criteria.

“Hey, I am Sachin Ramdurg, the founder of VDiversify.com.
I am QA/QC Manager, Certified Lead Auditor and Quality Champion. I am an Engineer and Passionate Blogger with a mindset of Entrepreneurship. I have been experienced in Blogging for more than 15+ years and following as a youtuber along with blogging, online business ideas, affiliate marketing, and make money online ideas since 2012.
3 thoughts on “FMEA – What Is FMEA, Risk Analysis, FMEA Analysis, and 5 Core Tool [2023] – Best Quality Tool For Businesses”